淮安采購(gòu)鋼板線價(jià)格
發(fā)布時(shí)間:2025-03-24 00:31:43
淮安采購(gòu)鋼板線價(jià)格
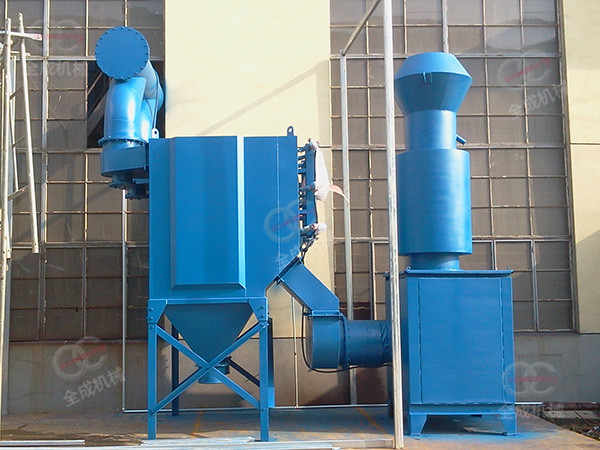
性能特點(diǎn)介紹:由輸送系統(tǒng),清理室,,彈丸分離裝置,縱向螺旋,,橫向螺旋,,高壓吹丸系統(tǒng),送進(jìn)殼體,,送出殼體,,斗式提升機(jī),拋丸器,,流丸閘門(mén),,檢修平臺(tái),除塵系統(tǒng)以及電控系統(tǒng)部件組成,。網(wǎng)帶通過(guò)式拋丸機(jī)的特點(diǎn)無(wú)非就是可以效率高,、自動(dòng)化。網(wǎng)帶通過(guò)式拋丸機(jī)采用網(wǎng)帶結(jié)構(gòu),,鋼丸在拋射的時(shí)候,,網(wǎng)帶的行進(jìn)速度可以根據(jù)工件類(lèi)型變頻調(diào)速,拋丸會(huì)更加均勻,,清理時(shí)間會(huì)大大縮短,,效率提高。網(wǎng)帶通過(guò)式拋丸機(jī)前后與每種輸送輥道配合,,可以完成并線使用,,更能強(qiáng)大的減輕工人的勞動(dòng)程度。網(wǎng)帶通過(guò)式拋丸機(jī)具備著小件,、薄壁件也非常適合清理室采用滾筒結(jié)構(gòu)制造,。

淮安采購(gòu)鋼板線價(jià)格
出廠時(shí)拋丸器已在室體上裝置結(jié)束,運(yùn)用前首先留意要調(diào)試的諸問(wèn)題,。檢查葉片,、分丸輪與定向套及護(hù)板固定的方位是否準(zhǔn)確與結(jié)實(shí),通電點(diǎn)動(dòng)檢查旋轉(zhuǎn)方向?qū)Ψ?。然后調(diào)理定向套開(kāi)口的方位,,從理論上將定向開(kāi)口的前邊與葉片拋出方位的前邊夾角為900左右,固定定向套的方位后,,可以檢測(cè)一下拋射帶的方位,,其辦法是在吊掛工件的方位上面臨拋丸器出口放一張鋼板或木板,開(kāi)動(dòng)拋丸器,,向進(jìn)丸管放入少量(2-5kg)彈丸后停機(jī),,檢查鋼板上被打擊的方位是否合適需求,,如合上偏可調(diào)定向套的窗口向下,反之同理,,直至合適為止,,并記下定向套口方位,作為今后更換定向套時(shí)的依據(jù),。

淮安采購(gòu)鋼板線價(jià)格
被很多行業(yè)所使用,常見(jiàn)于五金,、電鍍廠、軸承行業(yè),、模具行業(yè),、鑄造行業(yè)、鋼板廠,、造船業(yè),、汽車(chē)業(yè)、閥門(mén)廠,、鋼結(jié)構(gòu)廠等等,,就來(lái)說(shuō)說(shuō),不同的行業(yè)在使用不同的拋丸清理機(jī)類(lèi)型和效用效果。

淮安采購(gòu)鋼板線價(jià)格
網(wǎng)帶式拋丸機(jī)操作的注意事項(xiàng)有哪些,?是專(zhuān)為汽車(chē)發(fā)動(dòng)機(jī)缸體的拋丸清潔設(shè)計(jì)的,,發(fā)動(dòng)機(jī)缸蓋,是由鑄鋼制造的鑄件,,并且技術(shù)數(shù)據(jù)中有規(guī)定的大尺寸,。只有當(dāng)技術(shù)上處于完善的工作狀態(tài)時(shí)才可操作拋丸機(jī)。安裝機(jī)器的地面種類(lèi)一定要與安裝和靜力載荷計(jì)劃中的規(guī)則一致,。網(wǎng)帶式拋丸機(jī)只能由經(jīng)專(zhuān)業(yè)培訓(xùn)的以及經(jīng)授權(quán)的人員操作,。指定的使用也包括嚴(yán)格注意操作說(shuō)明及安全手冊(cè)中的安全規(guī)則以及遵守維護(hù)及修理規(guī)則。
淮安采購(gòu)鋼板線價(jià)格
有3條螺旋輸送器,,一條在拋丸機(jī)的頂部,,負(fù)責(zé)將鋼砂輸送到儲(chǔ)砂倉(cāng)。兩條位于拋丸機(jī)的底部,,橫向,、縱向交叉安裝,用于對(duì)落下的鋼砂進(jìn)行循環(huán)輸送,,螺旋葉片在運(yùn)行過(guò)程中,,長(zhǎng)期受鋼絲切丸或鑄造鋼砂的擦傷性摩擦,螺旋葉片磨損較快,,加之鋼砂在撞擊中產(chǎn)生大量的熱,,以致鋼砂溫度較高,更加劇螺旋葉片的磨損,。將更換下來(lái)的螺旋軸進(jìn)行修復(fù)的方法是:加覆螺旋葉片,。首先,,以螺旋輸送器葉片外徑螺旋軸外徑為基礎(chǔ),,用數(shù)控火焰切割機(jī)切割出圓環(huán)扇面板(或稱(chēng)葉片),,材料選擇厚度為8 mm的65Mn鋼板。將螺旋軸放置 水平支座上,,以能靈活轉(zhuǎn)動(dòng)為宜,,然后將環(huán)扇面板緊密靠在螺旋葉片的磨損向上,用J506焊條定位焊焊接牢固,。為使圓環(huán)扇面板能與原有磨損葉片方向保持一致,,要邊定位焊邊用錘敲擊覆實(shí),必要時(shí)可用氫氧焰對(duì)扇面板進(jìn)行烘烤,,這樣依次進(jìn)行,。把磨損葉片全部定位焊覆完,轉(zhuǎn)動(dòng)螺旋軸,,檢查整個(gè)螺旋軸葉片有無(wú)明顯凸起和凹陷,,用氣割對(duì)所覆葉片進(jìn)行修復(fù);之后,,用J5O6焊條將所覆葉片四周滿焊,,角焊焊腳為8mm,扇面對(duì)接處滿焊全熔透,。設(shè)備原螺旋輸送葉片為65Mn鋼板,,這說(shuō)叫即使修復(fù)完畢,如不進(jìn)行耐磨處理,,螺旋葉片仍將在半年內(nèi)磨損失效,,因此只有對(duì)螺旋片做耐磨處理,才可能延長(zhǎng)網(wǎng)帶式拋丸機(jī)螺旋輸送器的壽命,。